我们专注衬四氟防腐30年 !
无锡市德氟隆防腐设备有限公司
139-0619-2997
我们专注衬四氟防腐30年 !

《聚四氟乙烯衬里施工方案1》由会员分享,可在线阅读,更多相关《聚四氟乙烯衬里施工方案1(2页珍藏版)》请在人人文库网上搜索。

1、聚四氟乙烯衬里施工方案1、编制依据HG/2064097塑料设备CD130A17-85聚氯乙烯塑料制设备设计技术规定HG20536 1993聚四氟乙烯衬里设备HGT21562 1994衬聚四氟乙烯钢管和管件2、F4衬里制作工序及控制要点2.1、放样下料、打坡口根据每台设备具体规格尺寸,进行放样下料、打坡口(采用“ X”形双面对接焊缝;焊缝角度=60 80),为加热成型作准备。2.2、制作加热成型模具根据每台设备具体规格尺寸,分别制作封头、底壳、壳体等加热成型模具,确保模具强度。2.3、加温成型将封头、壳体等下好的板材料单块逐层放置到烘箱内进行加热处理,在加热过程中,成型温度应控制在 300左右,

2、加温时间为 1535分钟,板材烘烤软化(弹性体)后立即放在成型模具上用沙袋或帆布加压定型,自然冷却脱模立放保存备用;成型板材和配件不得出现气泡、分层、炭化、变形和裂缝等缺陷。2.4、焊接拼装 按照钢设备筒体规格尺寸要求( F4外直径应小于钢壳内直径 2左右),进行焊接拼装;采用热风焊接;热风焊接同聚氯乙烯热风焊法, PFA做焊条,焊枪对准焊条及 F4板同时加热,焊条规格:3,加热器功率: 1.3KW,热风温度:20-600可调。先将 F4板材焊接坡口部位及焊条用丙酮清洗干净,然后将焊条立于焊接处,与平面成 90,焊枪角度为 45左右,与被焊件距离 10左右,焊枪热风温度控制在 430460左右
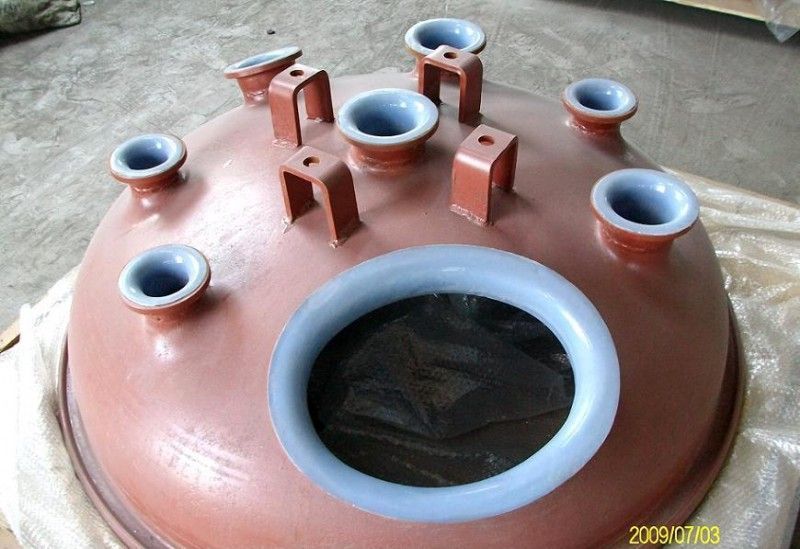
3、,喷嘴要上下移动,以免局部过热,于此同时用左手轻压焊条并向前移动,焊件速度为50/min,斜坡口焊满后也可在焊一层焊带以增加焊缝强度(与钢壳衬里面须磨平);两拼装板材之间留出 0.51间隙,使两面焊条焊透。3、F4衬里工序及控制要点3.1、钢壳设备筒体内表面焊渣、毛刺要清理干净,焊缝要打磨平整;内表面要做喷砂除锈处理。3.2、衬装采用过渡层粘接衬里:将 F4预制衬里件外表面造毛并缠绕环氧玻璃布两层,钢壳设备筒体内表面同时涂环氧树脂(阴角要用胶泥过渡)将 F4预制衬里件插入钢壳内粘接固化、修整。4、衬里质量要求4.1、焊缝应饱满整齐美观,不得有焦黄断裂假焊现象,焊缝不得有空洞、砂眼渗漏现象,强度不得低于母材的 70%。

全国咨询热线
139-0619-2997
网址:http://www.sifusb.com
联系人:陈 先生(销售总经理)
手机:139-0619-2997
电话:139-0619-2997
地址:无锡市钱桥镇溪南工业园区金山路10-1号

无锡市德氟隆防腐设备有限公司-无锡市德氟隆防腐设备有限公司专注衬四氟防腐30年,开发了多系列衬四氟防腐喷涂产品(储罐、反应釜、管道、塔节)。