我们专注衬四氟防腐30年 !
无锡市德氟隆防腐设备有限公司
139-0619-2997
我们专注衬四氟防腐30年 !

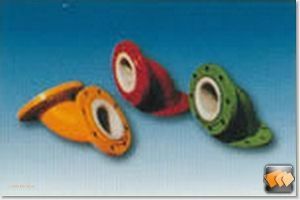
模压四氟管件生产工艺 撰写人:梁 涌 概 述:模压四氟管件类包括模压钢衬四氟三通、模压钢衬四氟弯头、模压聚四氟乙烯异径管、模压四氟四通、模压聚四氟乙烯异形件。 模压钢衬四氟管件的生产工艺与模压四氟直管的生产工序一致,步骤也相同,只是在做磨具和皮囊时相对麻烦。在这里有一个小技巧,弯头的皮囊磨具可以用汽车的内胎来代替。整个生产工序是相对复杂的,牵扯到的人工较多,由于管道的规格多,所以辅助工具及磨具也很多。模压四氟管件的衬氟层厚度要比推挤压管厚度更厚,所以耐负压的能力更强,因此管道的使用寿命长,故造相对更高。在整个模压四氟管件的生产过程中细节要求较多,一点点的疏忽就会影响整个产品的质量,所以经验及手法很重要。下面我对模压四氟管件的整个生产过程做个详尽的讲解,尤其一些技术数据及磨具的要求。 第一步:模压四氟管件磨具制作细节要求 根据打压需求模压四氟管件的磨具有三种: 支持内芯磨具 内芯磨具是支撑皮囊用的多采用塑料的上下水管。粗细根据需要选型。 皮囊磨具 根据需要制作的模压钢紧衬聚四氟乙烯管件的口径用较好的橡胶皮制作对应的皮囊,具有较好的弹性,因为后面的工序需要进行打压。 法兰膜片磨具。 膜片也就是成品衬氟管道的聚四氟乙烯翻边处的定型工具。当然不同规格的衬氟管道膜片的尺寸不同。 第二步:填料过程 将膜片装到钢管上,然后将皮囊套到内芯上穿到钢管里面。将一端封上然后将钢管竖起来,把聚四氟乙烯粉料导入磨具与钢管中间用木头的扁条扎匀称。如此反复。填好一端后,再填充另一端。全部填充好后,将皮囊内灌满水并用盲板将其封好。 第三步:打压过程 用水压泵(电动或手动都可以)将其打压到需要的压力。较细的管道压力较高。粗的管道压力相对低些。达到压力后拆除磨具。 第四步:烧结过程 根据炉内工件的多少烧结的时间一定要控制好,在炉门挂一个相应的四氟工件,通过视镜观察温度变化。 第五步:打磨处理过程 烧结出炉后的衬四氟模压件翻边处需要打磨处理,使用角磨机打磨就可以了,保证密封面的厚度就好了另外平整度也很关键。 第六步:收尾工作 磨掉钢壳件上的焊豆,用火花仪进行检测。喷漆后出厂。 经过以上步骤,就制作了合格的模压钢衬四氟管件产品,如有合作意向请联系邓

全国咨询热线
139-0619-2997
网址:http://www.sifusb.com
联系人:陈 先生(销售总经理)
手机:139-0619-2997
电话:139-0619-2997
地址:无锡市钱桥镇溪南工业园区金山路10-1号

无锡市德氟隆防腐设备有限公司-无锡市德氟隆防腐设备有限公司专注衬四氟防腐30年,开发了多系列衬四氟防腐喷涂产品(储罐、反应釜、管道、塔节)。